一、垫铁
(1) 垫铁的材料必须符合要求,严禁有裂缝。
(2) 斜垫铁和平垫铁规格,应符合附表1-1要求。
附表1-1斜垫铁、平垫铁规格表
|
类别 |
斜垫铁(附图1-1) |
平垫铁(附图1-2) |
|||||||||
|
代号 |
/ |
|
|
斜度 |
材料 |
代号 |
/ |
|
材料 |
粗糙度 |
|
|
— |
斜1 |
110 |
50 |
3 |
1:15 |
|
平1 |
100 |
60 |
|
12,5 |
|
二 |
斜2 |
140 |
65 |
4 |
1:15 |
普通碳 |
平2 |
130 |
75 |
铸铁或普通 |
12,5 |
|
三 |
斜3 |
160 |
80 |
4 |
1:25 |
素钢 |
平3 |
150 |
90 |
碳素钢 |
6,3 |
|
四 |
斜4 |
:>190 |
90 |
5 |
1:25 |
|
平4 |
>180 |
100 |
|
6,3 |
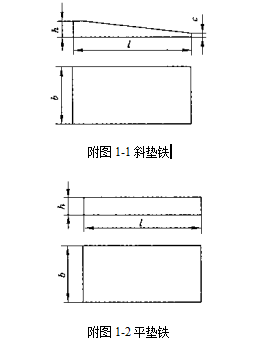
注:①平垫铁厚度h可按需要和材料情况决定,但铸铁平垫铁的厚度最小为20mm,普通碳素钢平垫铁的厚度最 小为10mm;
②斜垫铁应与同号平垫铁配合使用,即"斜1〃配"平1” "斜2〃配"平2”依此类推。
(3) 垫铁组的位置应符合下列要求:
① 除机座下有指定的垫铁位置外,轴承下及基础螺栓两侧应设置垫铁,如条件限制 可在同一侧设置;
② 垫铁组在能放稳和不影响灌浆的情况下,宜靠近基础螺栓;
③ 相邻两垫铁组的距离宜为500 ~ 1000mm。
(4) 每一组垫铁宜减少垫铁的块数,一般不超过三层(斜垫铁成对使用视为一层),并 应将垫铁相互焊牢,但铸铁垫铁可不焊。
(5,设备找平后,垫铁应露出设备底座底面边缘,平垫铁应露出10 ~ 30mm,斜垫铁应 露出 10 ~ 50mm。
(6)工程隐蔽前,垫铁必须垫稳、垫实,可用0.2k,手锤检查,以敲击无松动为合格。
二、 螺栓连接
(1)螺栓拧紧后,应露出2 ~ 4个螺距。
(2)基础螺栓的螺母与垫圈间和垫圈与设备间的接触均应良好。
(3)安设基础螺栓应垂直,不应碰孔底和孔壁。
(4)基础螺栓上的油脂和污垢应清除干净,但螺纹部分应涂油脂。
(5)拧紧基础螺栓应在混凝土强度达到规定强度的75%以后进行。
(6)螺栓的型号、规格、数量以及防松装置,必须符合设备技术文件的规定。
(7)连接螺栓装配时,螺栓、螺母与连接件的接触应紧密,可用手锤轻击或用塞尺检查。
(8)不锈钢螺栓连接的螺纹部分,应加涂润滑剂。
(9)高强度螺栓的型号、规格和技术条件,必须符合设计要求和有关标准规定,高强 度螺栓必须经实验确定扭距系数和复验螺栓预拉力,当结果符合钢结构用高强度螺栓的 专门规定时,方准使用。
(10)构件的高强度螺栓表面,严禁有氧化铁皮、毛刺、焊疤、油漆和油污。
(11)安装高强度螺栓,必须分两次拧紧(即初拧和终拧),初拧扭矩值不得大于终拧 扭矩值的30%,终拧扭矩值应符合设计要求。如出现欠拧、漏拧应补拧,超拧应更换。
三、 二次灌浆
(1)设备安装前,混凝土基础二次灌浆处应剁麻面。放置垫铁部位,垫铁与基础面应 接触良好,并在灌浆前用水冲洗干净。
(2)灌浆时,必须捣固密实,基础螺栓严禁出现倾斜。
(3)二次灌浆所用砂浆或混凝土的强度等级应比基础的混凝土等级高一级。
四、焊接
(1) 焊条、焊剂、焊丝和施焊用的保护气体,必须符合设计要求。
(2) 定位点焊所用的焊接材料,应与正式焊接材料相同。点焊高度不宜超过设计焊 缝高度的2/3。
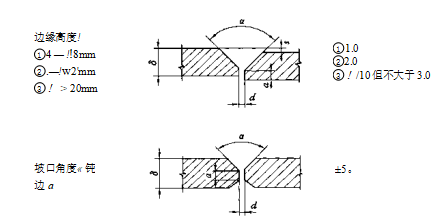
(3) 焊缝表面严禁有裂纹、夹渣、焊瘤、烧穿、弧坑、针状气孔和熔合性飞溅物等缺陷。 气孔、咬边必须符合附表1 % 2的规定。
附表1 % 2焊缝的外观检验质量标准
|
项次 |
项目 |
质量标准 |
|||
|
一级 |
二级 |
三级 |
|||
|
1 |
气孔 |
不允许 |
不允许 |
直径小于或等于1.0mm的气 孑孔在1000mm的长度范围内不 超过5个 |
|
|
2 |
咬边 |
不要求修磨的焊 缝 |
不允许 |
深度不超过0.5 mm,累计总长 度不得超过长度的10% |
深度不超过0.5 mm,累计总长 度不得超过长度的10% |
|
|
|
要求修磨的焊缝 |
不允许 |
不允许 |
|
(4)焊接连接组装的允许偏差及检验方法应符合附表1 %3的规定。
附表1 % 3焊接连接组装的允许偏差和检验方法
|
项次 |
项目 |
示意图 |
允许偏差/mm |
检验方法 |
|
2 |
长度L 间隙" |
|
±5.0 1.0 |
样板检查 |
|
3 |
最大间隙" |
|
1.0 |
(5) 焊缝焊波均匀,焊渣应清除干净。
(6) 焊缝尺寸的允许偏差和检验方法应符合附表1-4的规定。
五、联轴器装配
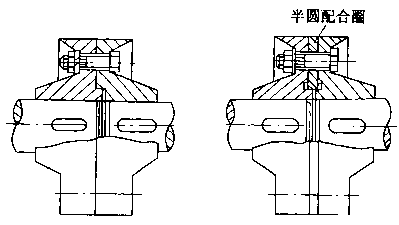
(I)凸缘联轴器(见附图1 - 3)的装配,联轴器两端面(包括半圆配合圈)应紧密接触, 两轴的径向位移不应超过0.03mm。
(2)十字滑块联轴器(见附图1 - 4)的端面间隙和同轴度应符合附表1-5和附表1 - 6的规定。
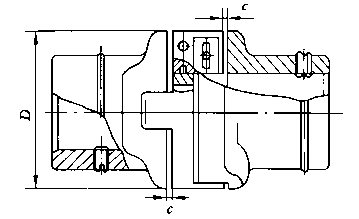
附表1-5十字滑块联轴器端面间隙标准
|
联轴器外形最大直径/mm |
端面间隙(!)/mm |
|
|
"!190 |
0.5-0.8 |
|
|
D >90 |
1-1.5 |
|
|
附表1-6十字滑块联轴器同轴度标准 |
||
|
联轴器外形最大直径/mm |
两轴的同轴度不应超过 |
|
|
径向位移/mm |
倾斜 |
|
|
!300 |
0.1 |
0.8/1000 |
|
>300〜600 |
0.2 |
1.2/1000 |
(3)弹性圈柱销联轴器(见附图1_5),两轴的同轴度应符合附表1_7的规定,端面


